I’m still not getting Github yet.
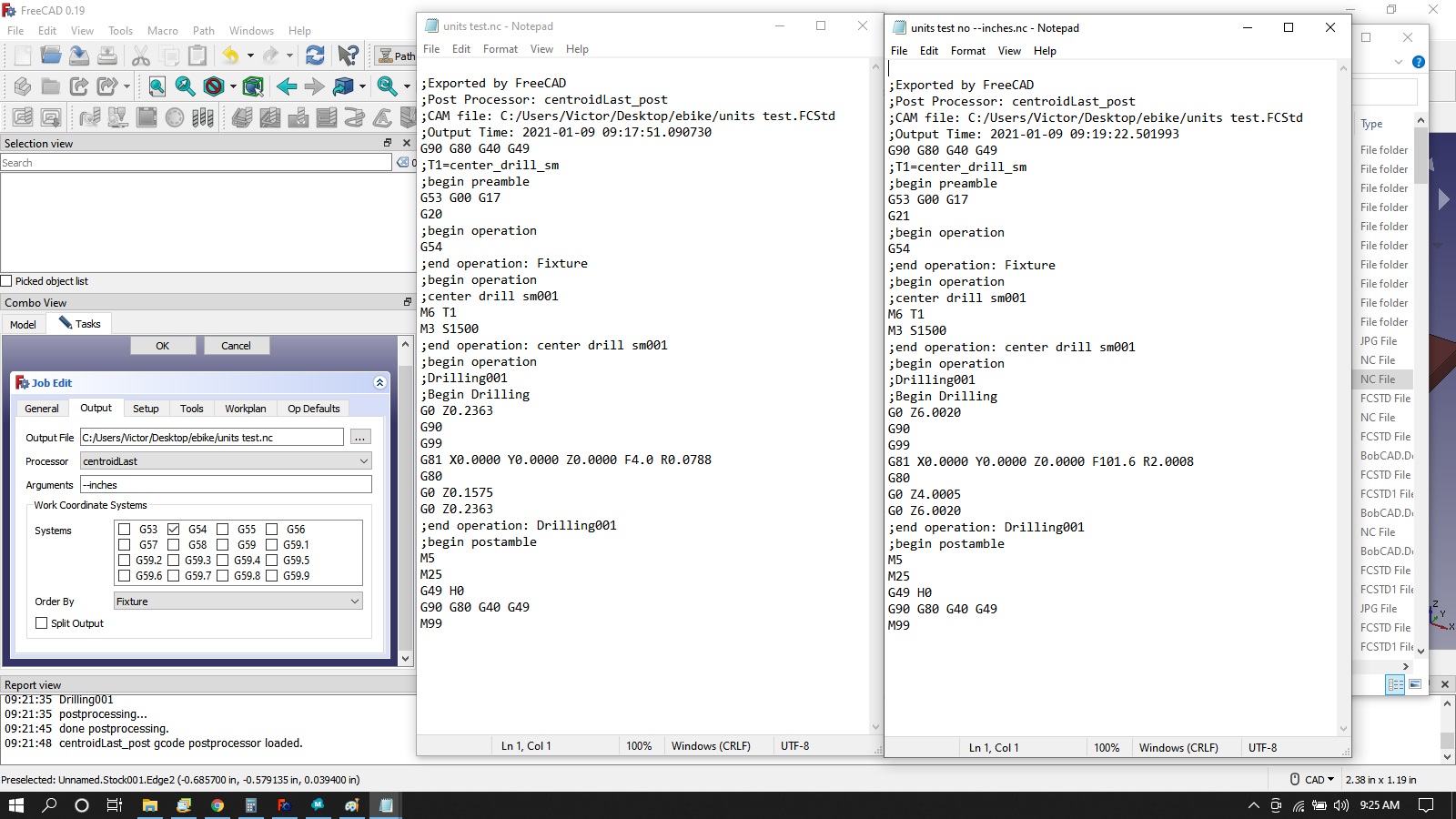
After adding “–inches” to the arguments the .py file changed and now includes the --inches in TOOLTIP_ARGS. (–inches … Convert output for US imperial mode (G20)
This is the last one to date. I’m working on how the tool moves before and after too and in what order.
# -*- coding: utf-8 -*-
# ***************************************************************************
# * Copyright (c) 2015 Dan Falck <ddfalck@gmail.com> *
# * *
# * This file is part of the FreeCAD CAx development system. *
# * *
# * This program is free software; you can redistribute it and/or modify *
# * it under the terms of the GNU Lesser General Public License (LGPL) *
# * as published by the Free Software Foundation; either version 2 of *
# * the License, or (at your option) any later version. *
# * for detail see the LICENCE text file. *
# * *
# * FreeCAD is distributed in the hope that it will be useful, *
# * but WITHOUT ANY WARRANTY; without even the implied warranty of *
# * MERCHANTABILITY or FITNESS FOR A PARTICULAR PURPOSE. See the *
# * GNU Lesser General Public License for more details. *
# * *
# * You should have received a copy of the GNU Library General Public *
# * License along with FreeCAD; if not, write to the Free Software *
# * Foundation, Inc., 59 Temple Place, Suite 330, Boston, MA 02111-1307 *
# * USA *
# * *
# ***************************************************************************
from __future__ import print_function
import FreeCAD
from FreeCAD import Units
import datetime
import PathScripts
import PathScripts.PostUtils as PostUtils
TOOLTIP = '''
This is a postprocessor file for the Path workbench. It is used to
take a pseudo-gcode fragment outputted by a Path object, and output
real GCode suitable for a centroid 3 axis mill. This postprocessor, once placed
in the appropriate PathScripts folder, can be used directly from inside
FreeCAD, via the GUI importer or via python scripts with:
import centroid_post
centroid_post.export(object,"/path/to/file.ncc","")
'''
TOOLTIP_ARGS = '''
Arguments for centroid:
--header,--no-header ... output headers (--header)
--comments,--no-comments ... output comments (--comments)
--line-numbers,--no-line-numbers ... prefix with line numbers (--no-lin-numbers)
--show-editor, --no-show-editor ... pop up editor before writing output(--show-editor)
--feed-precision=1 ... number of digits of precision for feed rate. Default=1
--axis-precision=4 ... number of digits of precision for axis moves. Default=4
--inches ... Convert output for US imperial mode (G20)
'''
now = datetime.datetime.now()
# These globals set common customization preferences
OUTPUT_COMMENTS = True
OUTPUT_HEADER = True
OUTPUT_LINE_NUMBERS = False
if FreeCAD.GuiUp:
SHOW_EDITOR = True
else:
SHOW_EDITOR = False
MODAL = False # if true commands are suppressed if the same as previous line.
COMMAND_SPACE = " "
LINENR = 100 # line number starting value
# These globals will be reflected in the Machine configuration of the project
UNITS = "G21" # G21 for metric, G20 for us standard
UNIT_FORMAT = 'mm'
UNIT_SPEED_FORMAT = 'mm/min'
MACHINE_NAME = "Centroid"
CORNER_MIN = {'x': -609.6, 'y': -152.4, 'z': 0} # use metric for internal units
CORNER_MAX = {'x': 609.6, 'y': 152.4, 'z': 304.8} # use metric for internal units
AXIS_PRECISION = 4
FEED_PRECISION = 1
SPINDLE_DECIMALS = 0
COMMENT = ";"
HEADER = '''
;Exported by FreeCAD
;Post Processor: {}
;CAM file: {}
;Output Time: {}
'''.format(__name__, FreeCAD.ActiveDocument.FileName, str(now))
# Preamble text will appear at the beginning of the GCODE output file.
PREAMBLE = '''G53 G00 G17
'''
# Postamble text will appear following the last operation.
POSTAMBLE = '''M99
'''
TOOLRETURN = '''M5
M25
G49 H0
''' # spindle off,height offset canceled,spindle retracted (M25 is a centroid command to retract spindle)
ZAXISRETURN = '''G91 G28 X0 Z0
G90
'''
SAFETYBLOCK = '''G90 G80 G40 G49
'''
# Pre operation text will be inserted before every operation
PRE_OPERATION = ''''''
# Post operation text will be inserted after every operation
POST_OPERATION = ''''''
# Tool Change commands will be inserted before a tool change
TOOL_CHANGE = ''''''
# to distinguish python built-in open function from the one declared below
if open.__module__ in ['__builtin__', 'io']:
pythonopen = open
def processArguments(argstring):
# pylint: disable=global-statement
global OUTPUT_HEADER
global OUTPUT_COMMENTS
global OUTPUT_LINE_NUMBERS
global SHOW_EDITOR
global AXIS_PRECISION
global FEED_PRECISION
global UNIT_SPEED_FORMAT
global UNIT_FORMAT
global UNITS
for arg in argstring.split():
if arg == '--header':
OUTPUT_HEADER = True
elif arg == '--no-header':
OUTPUT_HEADER = False
elif arg == '--comments':
OUTPUT_COMMENTS = True
elif arg == '--no-comments':
OUTPUT_COMMENTS = False
elif arg == '--line-numbers':
OUTPUT_LINE_NUMBERS = True
elif arg == '--no-line-numbers':
OUTPUT_LINE_NUMBERS = False
elif arg == '--show-editor':
SHOW_EDITOR = True
elif arg == '--no-show-editor':
SHOW_EDITOR = False
elif arg.split('=')[0] == '--axis-precision':
AXIS_PRECISION = arg.split('=')[1]
elif arg.split('=')[0] == '--feed-precision':
FEED_PRECISION = arg.split('=')[1]
elif arg == '--inches':
UNITS = 'G20'
UNIT_SPEED_FORMAT = 'in/min'
UNIT_FORMAT = 'in'
def export(objectslist, filename, argstring):
# pylint: disable=global-statement
processArguments(argstring)
for i in objectslist:
print(i.Name)
global UNITS
global UNIT_FORMAT
global UNIT_SPEED_FORMAT
print("postprocessing...")
gcode = ""
# write header
if OUTPUT_HEADER:
gcode += HEADER
gcode += SAFETYBLOCK
# Write the preamble
if OUTPUT_COMMENTS:
for item in objectslist:
if hasattr(item, "Proxy") and isinstance(item.Proxy, PathScripts.PathToolController.ToolController):
gcode += ";T{}={}\n".format(item.ToolNumber, item.Name)
gcode += linenumber() + ";begin preamble\n"
for line in PREAMBLE.splitlines(True):
gcode += linenumber() + line
gcode += linenumber() + UNITS + "\n"
for obj in objectslist:
# do the pre_op
if OUTPUT_COMMENTS:
gcode += linenumber() + ";begin operation\n"
for line in PRE_OPERATION.splitlines(True):
gcode += linenumber() + line
gcode += parse(obj)
# do the post_op
if OUTPUT_COMMENTS:
gcode += linenumber() + ";end operation: %s\n" % obj.Label
for line in POST_OPERATION.splitlines(True):
gcode += linenumber() + line
# do the post_amble
if OUTPUT_COMMENTS:
gcode += ";begin postamble\n"
for line in TOOLRETURN.splitlines(True):
gcode += linenumber() + line
for line in SAFETYBLOCK.splitlines(True):
gcode += linenumber() + line
for line in POSTAMBLE.splitlines(True):
gcode += linenumber() + line
if SHOW_EDITOR:
dia = PostUtils.GCodeEditorDialog()
dia.editor.setText(gcode)
result = dia.exec_()
if result:
final = dia.editor.toPlainText()
else:
final = gcode
else:
final = gcode
print("done postprocessing.")
if not filename == '-':
gfile = pythonopen(filename, "w")
gfile.write(final)
gfile.close()
return final
def linenumber():
# pylint: disable=global-statement
global LINENR
if OUTPUT_LINE_NUMBERS is True:
LINENR += 10
return "N" + str(LINENR) + " "
return ""
def parse(pathobj):
out = ""
lastcommand = None
axis_precision_string = '.' + str(AXIS_PRECISION) + 'f'
feed_precision_string = '.' + str(FEED_PRECISION) + 'f'
# params = ['X','Y','Z','A','B','I','J','K','F','S'] #This list control
# the order of parameters
# centroid doesn't want K properties on XY plane Arcs need work.
params = ['X', 'Y', 'Z', 'A', 'B', 'I', 'J', 'F', 'S', 'T', 'Q', 'R', 'L', 'H']
if hasattr(pathobj, "Group"): # We have a compound or project.
# if OUTPUT_COMMENTS:
# out += linenumber() + "(compound: " + pathobj.Label + ")\n"
for p in pathobj.Group:
out += parse(p)
return out
else: # parsing simple path
# groups might contain non-path things like stock.
if not hasattr(pathobj, "Path"):
return out
# if OUTPUT_COMMENTS:
# out += linenumber() + "(" + pathobj.Label + ")\n"
for c in pathobj.Path.Commands:
commandlist = [] # list of elements in the command, code and params.
command = c.Name # command M or G code or comment string
if command[0] == '(':
command = PostUtils.fcoms(command, COMMENT)
commandlist.append(command)
# if modal: only print the command if it is not the same as the
# last one
if MODAL is True:
if command == lastcommand:
commandlist.pop(0)
# Now add the remaining parameters in order
for param in params:
if param in c.Parameters:
if param == 'F':
if c.Name not in ["G0", "G00"]: # centroid doesn't use rapid speeds
speed = Units.Quantity(c.Parameters['F'], FreeCAD.Units.Velocity)
commandlist.append(
param + format(float(speed.getValueAs(UNIT_SPEED_FORMAT)), feed_precision_string))
elif param == 'H':
commandlist.append(param + str(int(c.Parameters['H'])))
elif param == 'S':
commandlist.append(param + PostUtils.fmt(c.Parameters['S'], SPINDLE_DECIMALS, "G21"))
elif param == 'T':
commandlist.append(param + str(int(c.Parameters['T'])))
else:
pos = Units.Quantity(c.Parameters[param], FreeCAD.Units.Length)
commandlist.append(
param + format(float(pos.getValueAs(UNIT_FORMAT)), axis_precision_string))
outstr = str(commandlist)
outstr = outstr.replace('[', '')
outstr = outstr.replace(']', '')
outstr = outstr.replace("'", '')
outstr = outstr.replace(",", '')
# store the latest command
lastcommand = command
# Check for Tool Change:
if command == 'M6':
# if OUTPUT_COMMENTS:
# out += linenumber() + "(begin toolchange)\n"
for line in TOOL_CHANGE.splitlines(True):
out += linenumber() + line
# if command == "message":
# if OUTPUT_COMMENTS is False:
# out = []
# else:
# commandlist.pop(0) # remove the command
# prepend a line number and append a newline
if len(commandlist) >= 1:
if OUTPUT_LINE_NUMBERS:
commandlist.insert(0, (linenumber()))
# append the line to the final output
for w in commandlist:
out += w + COMMAND_SPACE
out = out.strip() + "\n"
return out
print(__name__ + " gcode postprocessor loaded.")